Thanks for the video, I got a chance to see it on the 26th, but haven't had a chance to comment, looks like I'm gonna have buy some steel , paper and give it a go.
Jorge LLamas
Commented on Shaun Graham - Cone Layout
Replied on Ok , to be honest after laying out th...
Replied on Ok , to be honest after laying out th...
Posted
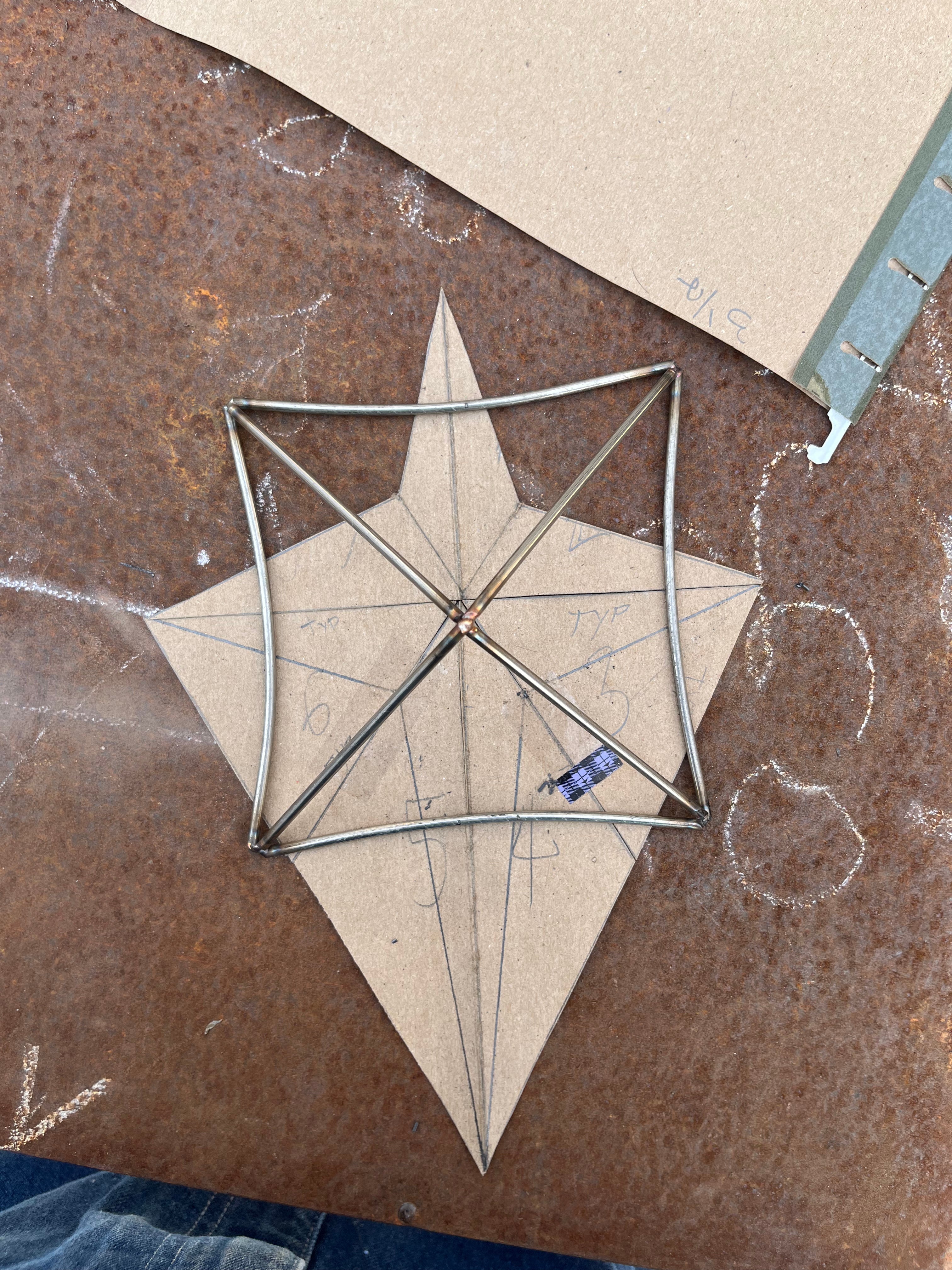
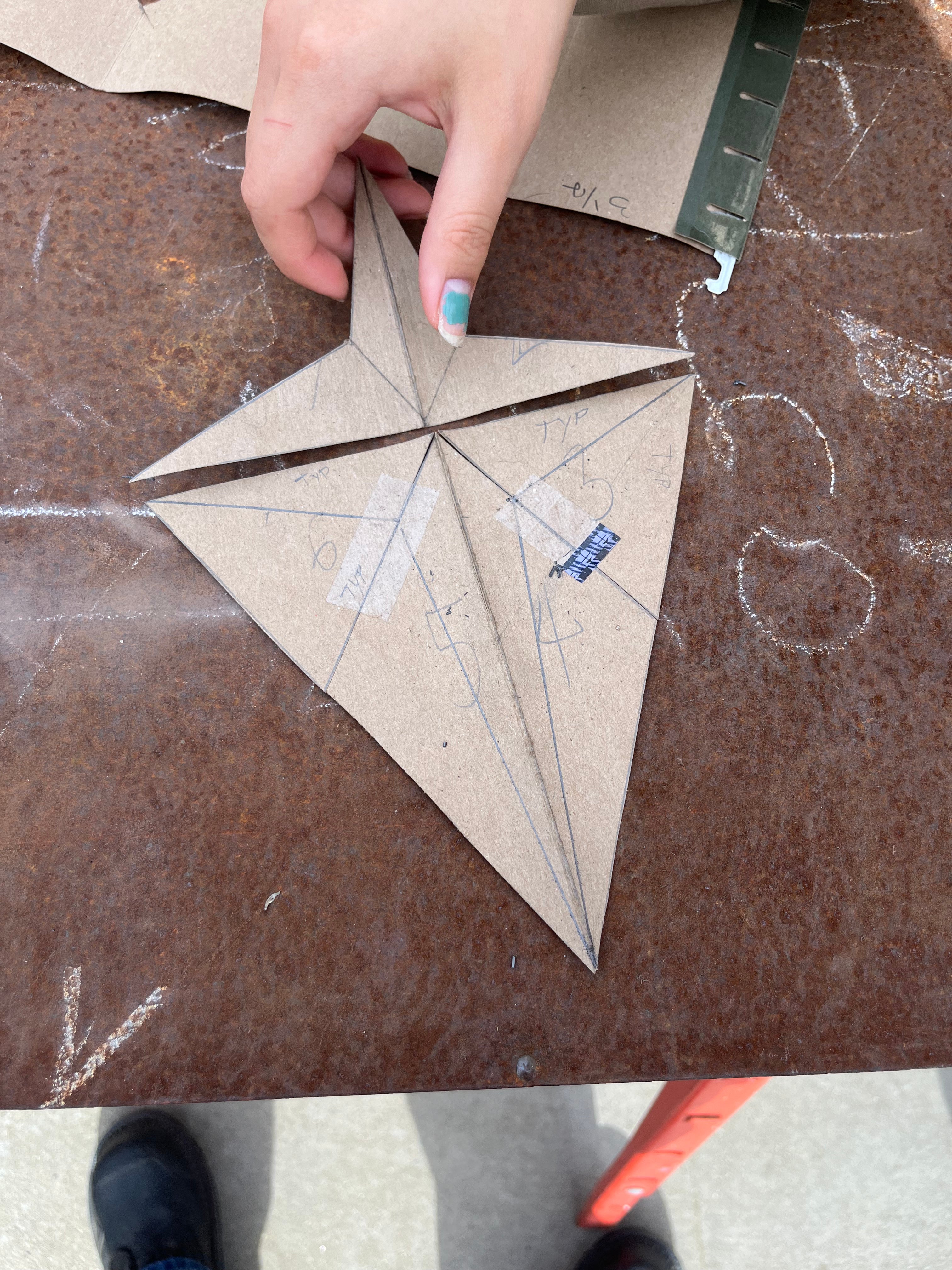

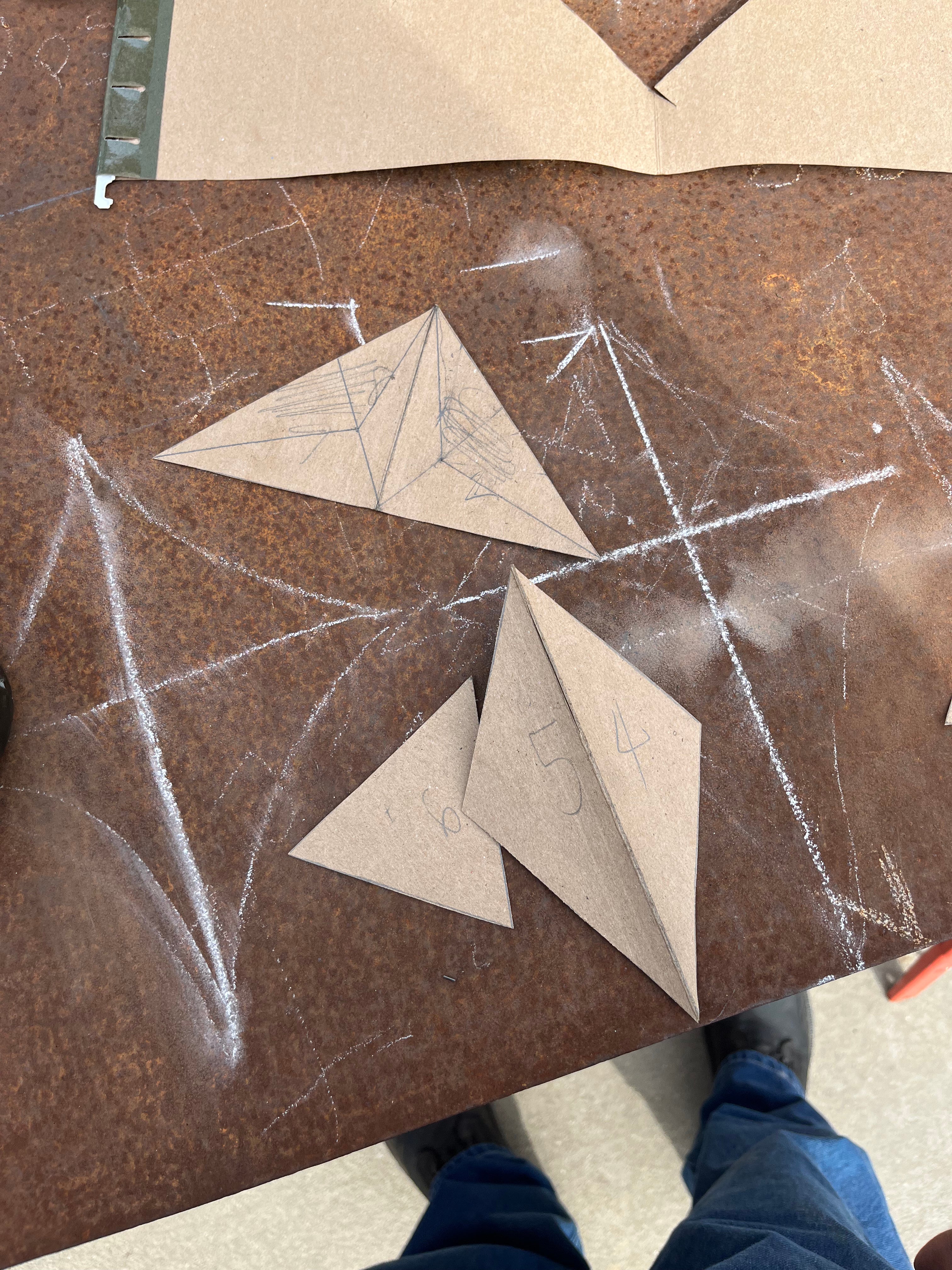






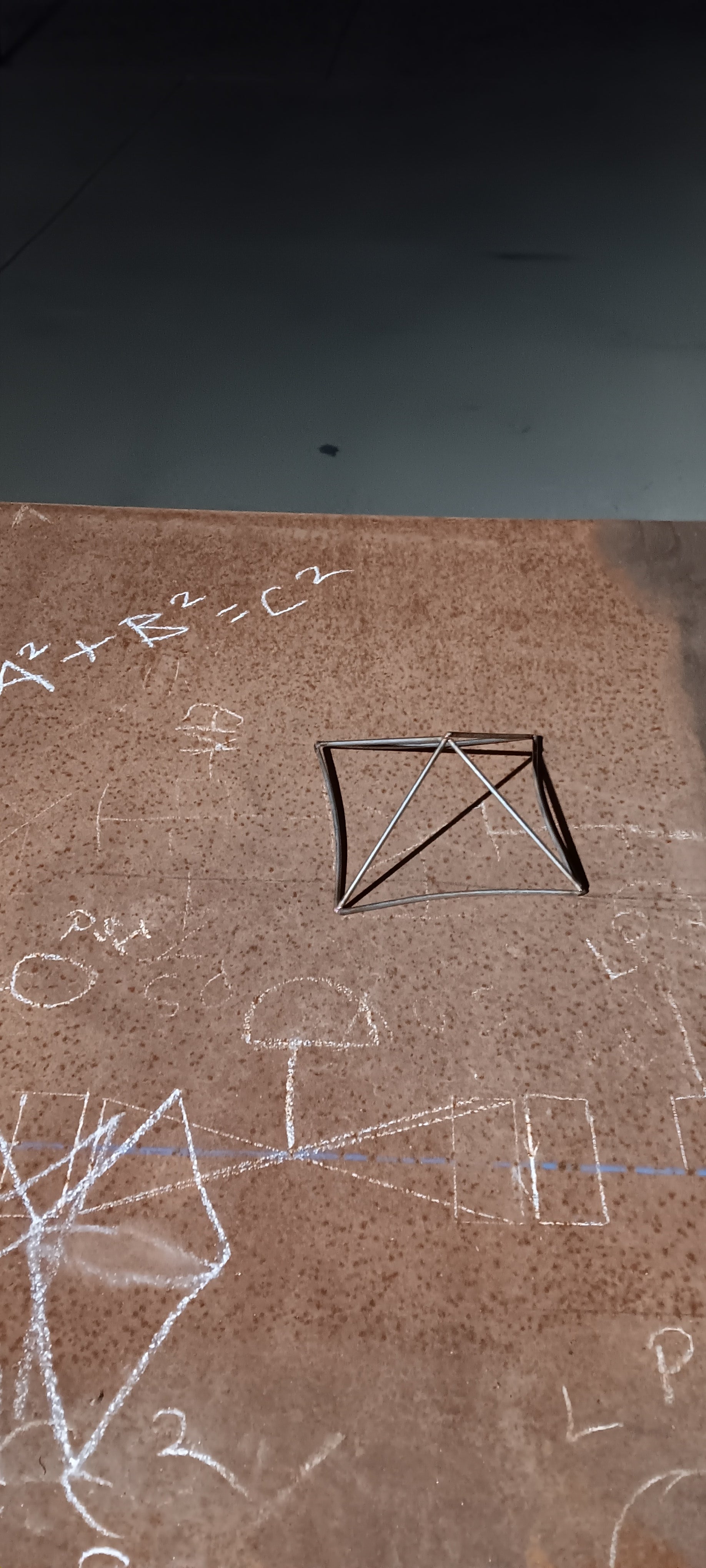
Ok , to be honest after laying out the cardboard cad, I I thought this was gonna look sharp, then I started matching up the and and cutting things out, next thing I knew I was squeezing and tacking, beating and welding. lol , it really was a fun ,easy and affordable project to create . Learned a bit about fit up, chill blocks (used a 3x3 aluminum angle to weld all panels) filled gaps with silicone bronze., and best of all its was done with my daughter, she actually engineered the whole thing, gave me a sketch and we work together to build it.
Question
1) silicone bronze don’t work on dirty steel right?
2) what the quickest way to clean off the old peel on stainless steel, you know the protective cover.
3) does the sili bronze filller flow like mud, or was I completely doing it wrong
Happy holidays
Brad Goodman Matt Hayden Shaun Graham
Replied on Brad Goodman Matt Hayden you guys eve...
Posted

Brad Goodman Matt Hayden you guys ever fabricated with a slip roller, if so can you share your experience.
Allso, working plate and sheet metal is so different, especially with out a sheer, if you wanted to cut multiple small shapes with accuracy, what method would you recommend.
I'm trying to make a hoilday tree topper star out of 18 Guage, and 6 " cut off wheel. Let just say I taught my daughter the Importance of making the part match the template.
Anyhow I hope I get to post it.
Happy holidays
Replied on Just got my stickers last night , rea...
Commented on New to welding and the helmut I bough...
Posted
Commented on chop saw review from Matt!
07 Feb 12:44
Nice video; bought one some time back ,and it is portable with effort. I keep mine in my utility truck , it is a bit heavy and the mechanism hardware that opens the cover as it lowers on to the part to cut fell out over the years of transport and what not, but I was able to find replacement screws.
This saw is also extremely accurate compared to an abrasive saw.
You can even trim off the thickness of the blade and still be pretty squareon your materials. I'm happy with mine.
I've cut over a hundred cuts on boilers tubes with one blade, and also used it on a larger copper jobs just to see how it worked out, it cut fine but I think a different material wheel might be better for the copper tube. Matt Hayden