Just got my first engine drive welder from a weld supplier Encore in southern California. If your ever in town or live near by its definitely a weld supplier you wanna visit.
Signal hill California
Ontario California
And Valencia California.
Jorge LLamas
Posted

Commented on Hi joey, I wanted to ask if i could d...
Commented on on the site welding tips and ticks.co...
Posted
Commented on Hey everybody, I have a rather unfort...
Posted



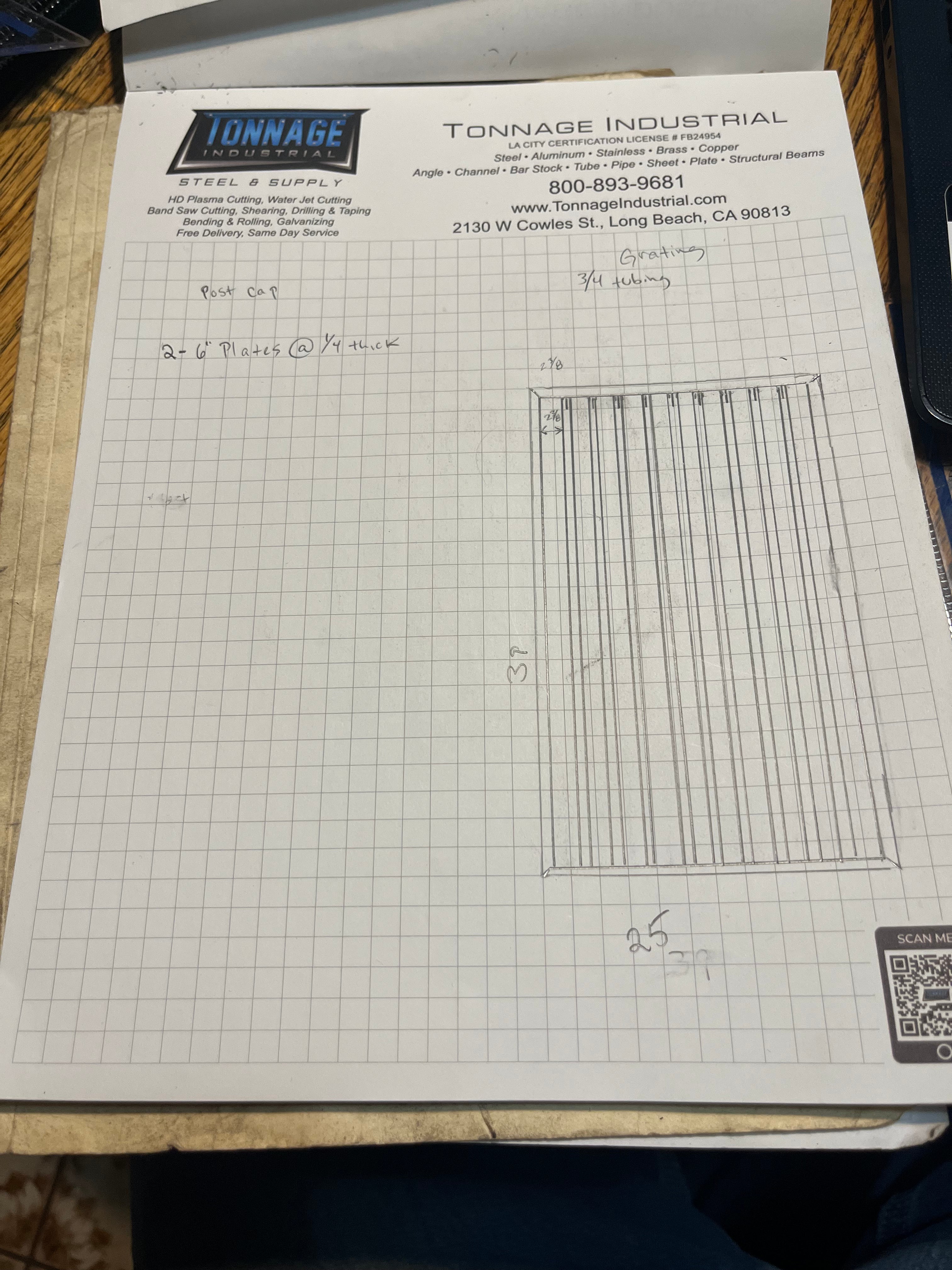


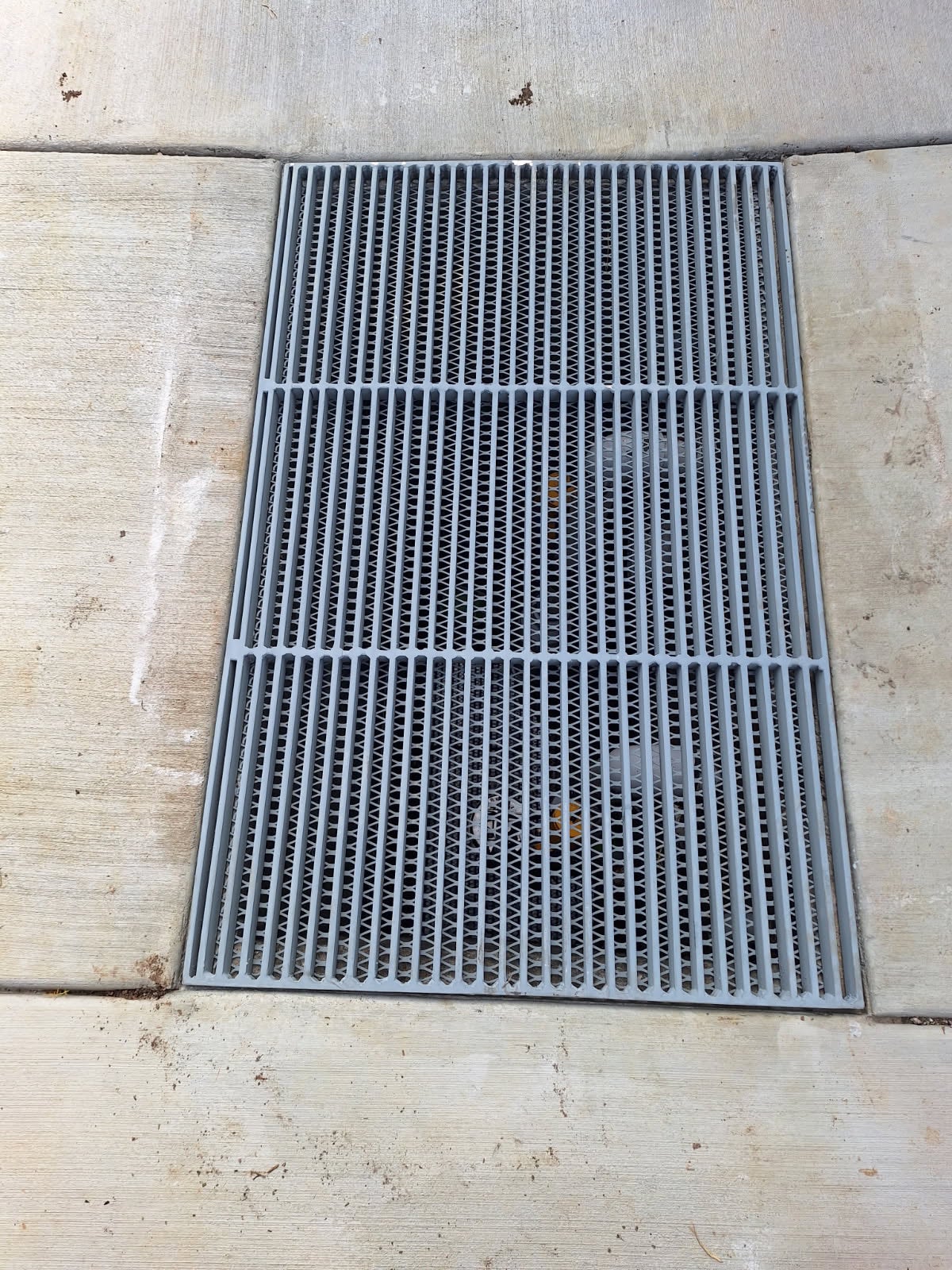


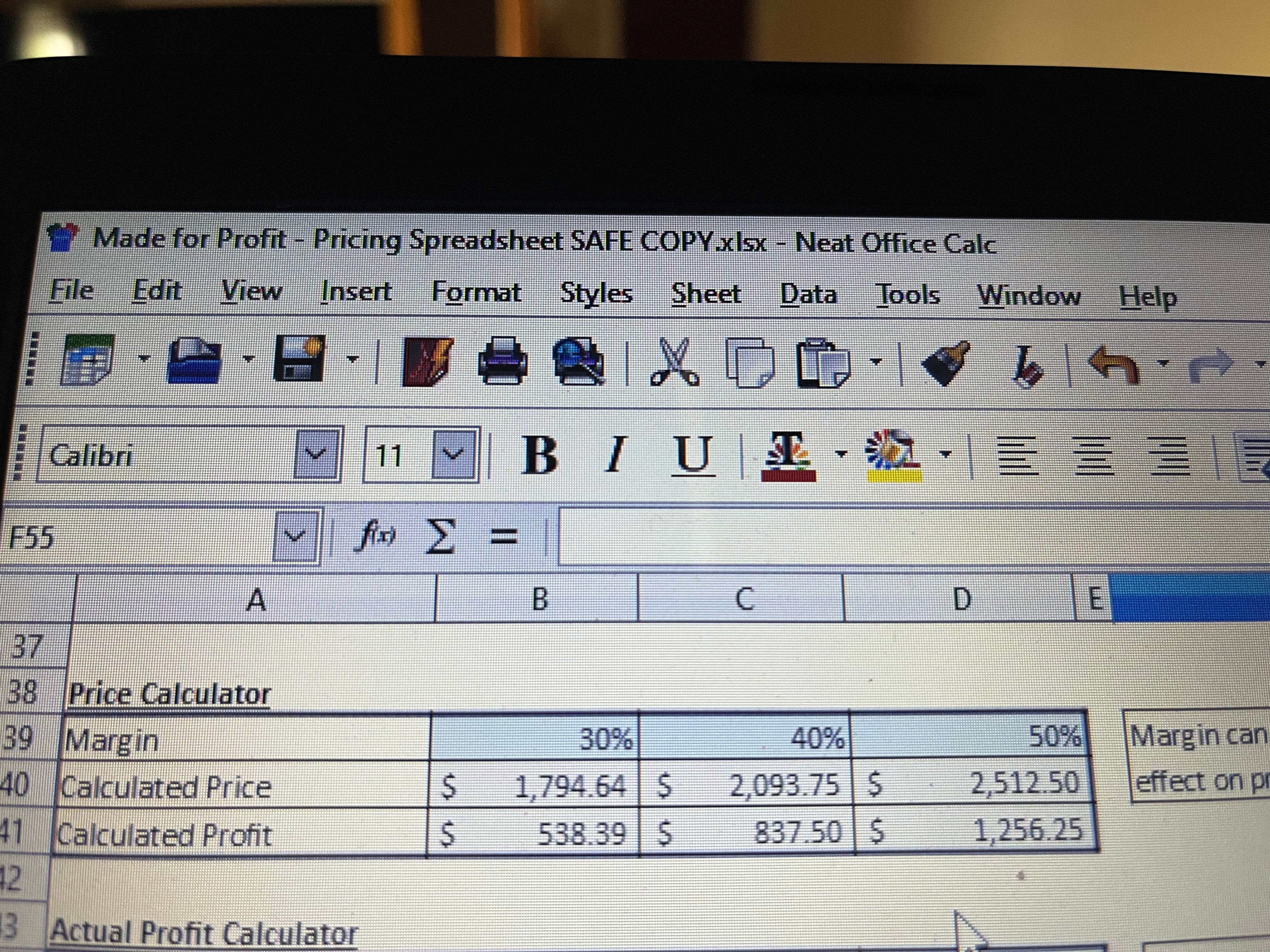
Just finished this little project building a grate for a sump pit and two caps for fence post. I couldn’t find the grate big enough to cover the hole in one piece, plus the customer asked for a screen to keep leaves out. I decided to just build one. After deciding to use flat bar instead of tubing I was able to plug in all numbers in a excel spreadsheet format I purchased from a guy @ a website “MADE FOR PROFIT “ and was able to quote the job at a 40% margin. I do this on my spare time by with these numbers I wanna do more .
The tools I used are mine , the leads are mine and the welder I used was station at my house , but when it came to being mobile, I got one from the the rental yard for 75$ a day.
I think I’ll hold off buying my gas driven welder for now.
Commented on Matt Hayden - Evolution Chop Saw
Replied on Need some help here. I got a .45lb sp...
Replied on Just got my first engine drive welder...
27 May 11:40
330 efi