Matt Hayden
JD Brewer
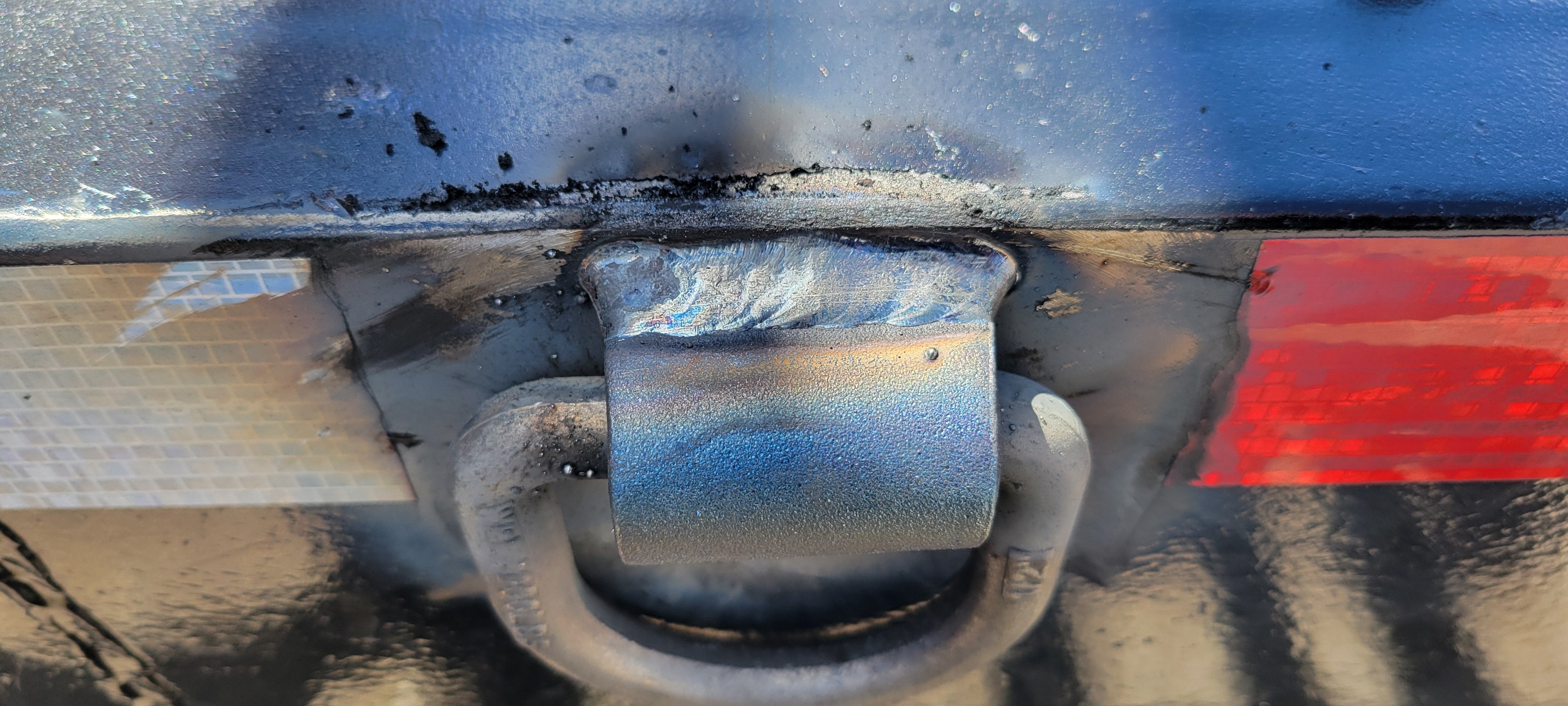
Hey guys, I need some Dual Sheild help.
Dual Sheild Flux Core, Lincoln ultra core .045 71T
-22v @ 240in/min 75/25 @ 45cfh- 3/16 square tube
-25v @ 250 in/min 75/25 @ 45 cfh- 1/4- 5/16" D ring tabs
If I have a problem with the weld falling out, large balls of weld, would that generally indicate running too cold? Not enough arc force. I tend to weld alot of D Rings. The top weld goes in perfect, the bottom 4f t joint I always have problems.
I appreciate any advice
Hey everybody, I have a rather unfortunate announcement to make. We're gonna be closing WelderSkills in late July. Many of you have likely noticed that things have slowed down a bit around here lately. That's largely because my Dad (Jody) is currently in the hospital receiving treatment for a rather serious diagnosis. He has a long, hard road ahead, and his treatment will require 100% of his focus for the foreseeable future. Closure is certainly not what we'd like to do, but without my Dad's contributions (both on camera and behind the scenes) WelderSkills just won't be getting the attention it deserves, and won't be able to earn your membership fee every month with new content. WelderSkills is a product whose quality we are committed to maintaining. If it's beyond our ability to meet that quality standard, then we don't feel right in offering it to you all. For those of you who have signed up with an annual membership after July of 2024, I realize you won't be able to get your full year of access. For that reason, I'll begin processing prorated refunds very soon for members who won't be getting their full year (For instance, if you signed up last October, you'll receive a refund for 3 months of service). If you signed up for an annual subscription using the App Store or Google Play, send me an email to get your refund because that process works a little differently (joey@welderskills.com).As a thank you for signing up with us, our full course library (Intro to TIG, MIG, Stick and mini courses) will be made available to download until we close the service for all active members. Aside from that, the WelderSkills service will maintain all functionality until we go offline. Thank you all so much for giving this thing a shot. I had a great time working on it, and please believe me that this announcement absolutely sucks to make. It's truly been an honor and something I'm really proud of building with my Dad, all of our awesome instructors, and each of you. -JoeyFeel free to comment here or email me with any questions at joey@welderskills.comI'll continue to post updates as I have them!EDIT: moved to new channel 'WelderSkillsClosure' where I'll discuss all details related to that!
Here's the dedicated channel for questions to make sure we don't miss anyone! Leave your questions here. If you'd like to ask a specific instructor, use the '@' feature. For example, type '@jody collier' followed by your question. That will notify the instructor directly. The attached image shows what it looks like if you were to tag jody.--This feature also works on videos! So if you have a question about a specific video, be sure to tag the instructor in the comments of that video.--We will be sure to check this thread for general questions as well! Thanks to Aaron Laughlin for prompting this new thread.

in 🗣️ general
April 09, 2024





April 11, 2024
another new one from JD!

05:10
JD Brewer - Pipe Stub
A nice fit up with 3/32" 7018. One of the fun ones!
April 10, 2024
Shop Sockets with JD!

05:34
JD Brewer - Shop Sockets
A fun socket weld with 2.5" compressed air pipe

in 📽️ video-ideas
April 02, 2024




Hi everyone,
My name is Kyle, I’m from Melbourne, Australia.
I’ve recently learning aluminium tig, I’m about a week in and I can’t get enough!
Loving all the content on this site!
I have a question on weld penetration for aluminium.
I’m just wondering if there is different “ideal” penetration welds for different applications?
-Such as something you want to be as strong as possible, obviously requires full penetration.
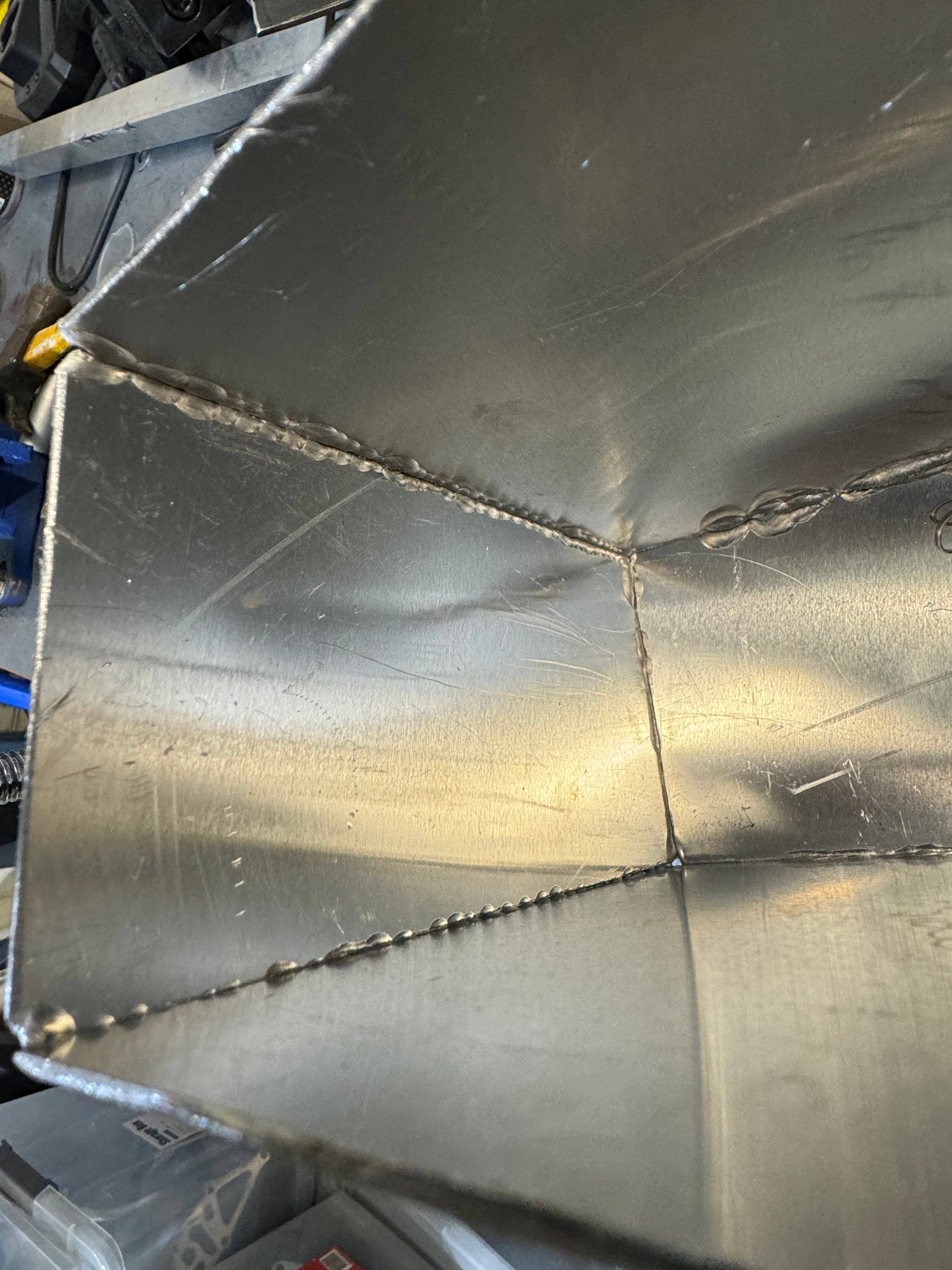
-where as something maybe not so structural, example: Brad’s dog feeder boxes maybe you would want less penetration to have a clean finish on the inside?
I’m not sure if I’m on the right track here, maybe once you are good enough, a full penetration weld is just the norm and second nature.
If this is the case, it would be cool to see different examples of levels of penetration and the best way to go about achieving that particular finish.
(On all of the main metals, not just aluminium)
I have an example of some of my practice - I’m still learning to feed rod, that’s definitely my limiting factor. Sometimes I can’t keep up with the weld and I panic then it doesn’t go so great.
I am padding beads to get it up to speed.
I’m just wondering also if this penetration is what you would expect on an outside corner weld?
2mm Aluminium sheet - outside corner
~120 amps (140 amps on machine, foot pedal)
120hz, 30% cleaning, 17 torch, gas lens + 6 cup, 15cfh, 2% lanth 2.4mm tungsten
1.6mm filler rod - I found that 2.4mm filler was making my bead too high and cold looking.
Again, loving all the content on here! And really appreciate all instructors taking the time to teach us their tricks!
Cheers
April 08, 2024
A few new ones with Matt and Jody posted on the front page! Also, I found some videos that were bugged from when we migrated and made a little playlist for them. good stuff you may have missed if you signed on with us after we moved platforms. Check it out https://welderskills.com/categories/category-KyMBKqyRYlw

in 🗣️ general
April 06, 2024
Has anyone used a brand of Dual Shield (FCAW) Electrode call "Diamond Spark" I heard a sales man came to the shop and had an employee test it. Salesman said that you did not have to chip off the slag because it would rise to the top after each pass over. No slag inclusion. It was cheaper than the Lincoln electrode and rated for structural AWS D 1.8 I did research and it is a German company.
April 03, 2024
Part 1 of a new series from Jody and Matt

02:32
2F LAP JOINT PULSE SPRAY MI...
This is the first video in a series on pulse spray mig welding...

in 📽️ video-ideas
March 31, 2024
Would it be possible for you to put together a video on what a tig weld should look like? I guess the criteria will be different for different materials, but things like the height, width, and the profile of the weld, color, sheen, start and end of weld, heat affected zone size, types of defects that we should look out for and how to fix them. I know that you guys are making great welds, but what things exactly should we be looking out for when we judge our tig welds? Thanks
