I agree, I was surprised to hear that they are required to mig certain joins on the chassis as per the rules.
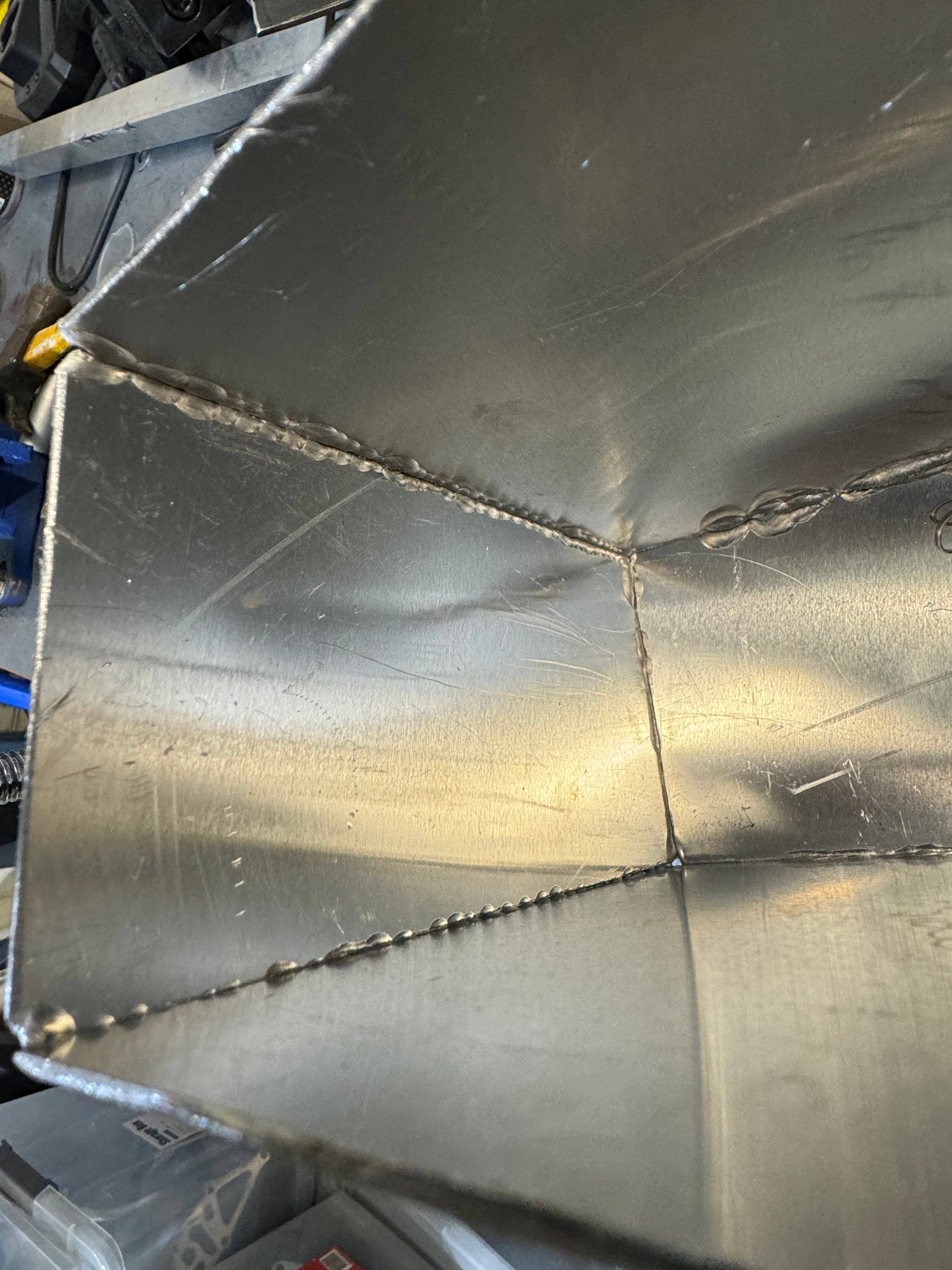
Obviously whoever built this knows what they are doing, I’m just interested to know why the tack method was used as opposed to running a bead like you would on a normal roll cage.
I’m sure at this level it would’ve been tested and found this is the best way of doing it..
But I’m a bit of a nerd and always need to know the details 😂







Commented on Hi all,Tonight I was given the opport...
Apr 13 at 02:31 AM
Thanks for your replies, this is a very high level of Motorsport (Australian V8 Supercars) and obviously all work needs to be signed off. (I think?)
I’m definitely no expert, but I would’ve assumed they would know what they are doing? Or is this just perception?
Have you guys seen these sorts of things from people who should know better in the industry?
I would’ve thought failure is not an option at this level?
Again thanks for your replies, it’s good for my learning!